Liên hệ quảng cáo
Ứng dụng công nghệ chế tạo dầm cầu bê tông dự ứng lực căng trước ở Việt Nam
Công nghệ chế tạo dầm bê tông dự ứng lực (BTDƯL) căng trước được phát triển theo hướng công xưởng hóa và cơ giới hóa do phù hợp với việc chế tạo các cấu kiện định hình trong nhà máy hoặc trên công trường.
|
ThS. CHU VIẾT BÌNH PGS. TS. NGUYỄN DUY TIẾN Trường Đại học Giao thông vận tải |
TÓM TẮT: Công nghệ chế tạo dầm bê tông dự ứng lực (BTDƯL) căng trước được phát triển theo hướng công xưởng hóa và cơ giới hóa do phù hợp với việc chế tạo các cấu kiện định hình trong nhà máy hoặc trên công trường. Ở Việt Nam đã sử dụng nhiều công nghệ đúc trên bệ đúc cố định và gần đây là các bệ đúc lưu động lắp ghép và bán lắp ghép như đối với dầm I cánh rộng, dầm chữ U và dầm chữ T ngược. Tùy theo yêu cầu chế tạo và vận chuyển cụ thể có thể áp dụng các phương án thiết kế bệ đúc lưu động khác nhau cho các loại dầm trên công trường.
TỪ KHÓA: Công nghệ chế tạo, dầm bê tông dự ứng lực, căng trước, giá đúc lưu động.
Abstract: The technology for manufacturing of pretensioned prestressed concrete beams has been developed towards industrialization and mechanization as it is suitable for manufacturing of typical structural components in the factory or on the site. In Vietnam many technologies using stationary casting beds and recently portable casting beds have been applied, such as for wide-flange I-beams, U-beams and inverted-T beams. Upon the specific requirements for manufacturing and transportation different design of portable casting beds could be applied to manufacturing of the beams on site.
Keywords: Manufacturing technology, pretensioned, prestressed concrete beam, portable casting bed.
1. ĐẶT VẤN ĐỀ
Dầm BTDƯL căng trước thường sử dụng các tao cốt thép đơn, lực căng trước trong cốt thép được duy trì và truyền lên bê tông dầm thông qua dính bám của cốt thép với bê tông mà không cần kết cấu neo. Đối với dầm sử dụng bê tông tính năng cao, các bộ phận của dầm được giảm mỏng và áp dụng hình thức bán lắp ghép như dầm I cánh rộng, dầm chữ U và dầm chữ T ngược đều sử dụng cốt thép tao đơn.
Công nghệ chế tạo dầm BTDƯL căng trước, còn gọi là dầm tiền áp, được phát triển theo hướng công xưởng hóa và cơ giới hóa do những lý do sau:
- Yêu cầu phải có giá tạo lực chịu tải trọng lớn;
- Hàng loạt dầm cùng được chế tạo trên một bệ;
- Qui trình chế tạo dầm thực hiện theo một dây chuyền sản xuất đồng bộ, rút ngắn tối đa thời gian đúc một phiến dầm;
- Có thiết bị cẩu trục với sức nâng lớn để hỗ trợ các công đoạn trong dây chuyền và bốc xếp sản phẩm, giải phóng bệ đúc;
- Chủ động sản xuất, không phụ thuộc thời tiết.
Tuy nhiên thực tế hiện nay, trong các dự án việc sử dụng các dầm chế tạo tại bãi đúc công trường vẫn chiếm ưu thế do giảm được khâu vận chuyển dầm và vẫn sử dụng dầm căng sau bằng các bó cáp dự ứng lực để tránh chế tạo bệ căn.
2. CÁC CÔNG NGHỆ CHẾ TẠO DẦM BTDƯL CĂNG TRƯỚC
Dầm bê tông thường được được chế tạo trong nhà máy bê tông đúc sẵn hoặc trên công trường theo một trong ba công nghệ sau:
2.1. Chế tạo dầm trên giá đúc di động (Movable Casting Beds)
Quá trình chế tạo một dầm bê tông DƯL kéo trước bao gồm các công đoạn: Gia công cốt thép, lắp dựng khung cốt thép đai, trộn vữa bê tông, chuẩn bị bề mặt ván khuôn, lắp đặt khung cốt thép đai và các tao cáp DƯL, lắp ráp ván khuôn, lắp dựng lưới cốt thép bản cánh trên của dầm (đối với chữ I và chữ T ngược không có công đoạn này), căng cốt thép DƯL, đổ bê tông dầm, bảo dưỡng bê tông, dỡ ván khuôn, cắt cốt thép, hoàn thiện dầm và xếp dầm trên bãi tập kết.
Các công đoạn này được thực hiện trong từng phân xưởng riêng bao gồm: Phân xưởng cốt thép, phân xưởng bê tông, phân xưởng bảo dưỡng và phân xưởng hoàn thiện. Các xưởng này và bãi chứa dầm bố trí theo một tuyến chạy dọc theo xưởng dầm.
Giá đúc bao gồm ván khuôn và bệ căng kéo cốt thép được lắp trên các bộ chạy bánh sắt di chuyển theo đường ray đi đến và dừng lại ở từng phân xưởng để thực hiện mỗi công đoạn.
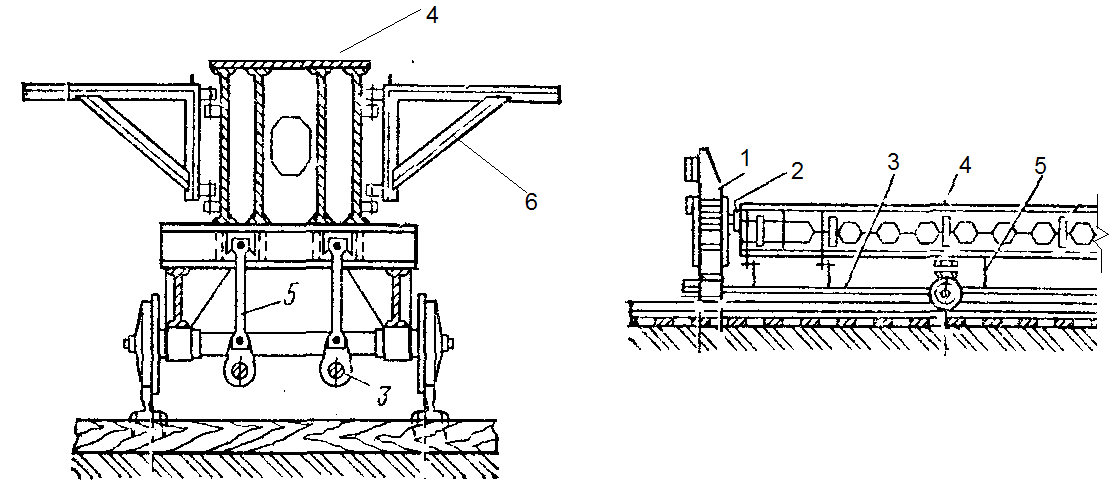 |
| Hình 2.1: Sơ đồ cấu tạo giá đúc di động |
Giá đúc di động có cấu tạo như một toa của đường sắt, sàn xe là hệ thống dầm thép lớn chịu được tải trọng của dầm đúc và hệ thống ván khuôn đồng thời là hệ dầm dọc để chịu toàn bộ lực căng cốt thép. Ụ căng ở hai đầu có gối tựa vào đầu dầm dọc và có hệ thanh giằng chạy phía dưới hệ dầm dọc để đảm bảo lực căng của cốt thép truyền lên đúng tâm.
Cốt thép được gia công và lắp dựng thành khung và lưới trên các bộ giá tạo hình, khi giá đúc di chuyển đến phân xưởng cốt thép, khung cốt thép được cẩu nâng đặt lên ván đáy của ván khuôn dầm trên giá. Ván khuôn dầm lắp sẵn trên giá đúc được lắp dựng và bóc dỡ bằng thao tác đóng mở. Các tao cốt thép dự ứng lực kéo thẳng đặt phía trên lưới đáy, sắp thành từng hàng, căng giữa hai ụ neo.
Sau khi căng kéo cốt thép, giá đúc được di chuyển đến phân xưởng bê tông, tại đây vữa bê tông được rót vào khuôn bằng máy rải vữa chạy dọc theo chiều dài giá đúc và đầm bằng hệ thống máy rung gắn vào dầm sàn của giá đúc.
Dầm bê tông cùng với giá đúc được đưa vào buồng sấy hấp bằng hơi nước nóng với nhiệt độ 80oC và thời gian 12 giờ để bê tông đạt 70% cường độ thiết kế.
Phân xưởng hoàn thiện làm nhiệm vụ bóc dỡ ván khuôn thành, cắt các tao cáp truyền lực căng lên dầm, bịt đầu dầm.
Sau khi đưa dầm ra bãi tập kết giá đúc quay trở lại phân xưởng ban đầu để tiếp tục đúc phiến dầm mới. Thông thường người ta sử dụng một số bộ giá đúc và các phiến dầm được chế tạo liên tục theo một chu trình khép kín.
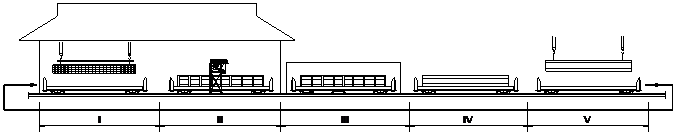
I - Phân xưởng cốt thép; II - Phân xưởng bê tông III - Buồng sấy hấp gia nhiệt; IV - Phân xưởng hoàn thiện V - Bãi chứa dầm Hình 2.2: Sơ đồ dây chuyền chế tạo dầm bê tông DƯL căng trước trên giá di động |
2.2. Chế tạo dầm trên bệ đúc cố định (Stationary Casting Beds)
Đúc dầm trên bệ đúc cố định có thể thực hiện trong điều kiện công xưởng và trên công trường. Trong điều kiện công xưởng, bệ đúc và các phân xưởng trong dây chuyền chế tạo dầm đều được xây dựng cố định và lâu dài còn trên công trường các hạng mục này đều tạm thời, chỉ sử dụng một lần.
Các công đoạn: Gia công và lắp dựng khung cốt thép, chế tạo vữa và hoàn thiện dầm được bố trí ở các phân xưởng hoặc bãi thi công riêng. Các công đoạn lắp đặt khung cốt thép, lắp đặt và căng kéo cốt thép DƯL, đổ và đầm bê tông, bảo dưỡng và cắt cốt thép truyền lực căng lên dầm được thực hiện ngay trên bệ đúc. Dầm sau khi hoàn thiện được tập kết ở bãi chứa dầm.
Các công đoạn gia công và lắp dựng cốt thép, hoàn thiện dầm và bãi chứa dầm bố trí trên cùng một tuyến với bệ đúc để cùng sử dụng cùng một cần cẩu chân dê chạy trên ray.
Trong điều kiện công xưởng sử dụng một trong hai loại bệ đúc:
2.2.1. Bệ đúc bê tông cốt thép
Bệ đúc là một bể BTCT có đáy dày đồng thời là bệ móng, đặt trên nền đất nửa nổi, nửa chìm có kích thước sao cho diện tích mặt bằng đủ để tổ chức đổ bê tông cho một phiến dầm. Hai tường đầu của bể là hai ụ neo và chống vào nhau bằng hai bức tường chạy dọc theo thành bể. Hai ụ neo có khả năng chịu được lực căng kéo của các bó cốt thép DƯL. Dưới đáy bệ có các khoang trống để tháo lắp các neo định vị ngang làm điểm uốn cho những bó cốt thép xiên.
Các bó cốt thép DƯL được căng qua hai đầu dầm và giữ bằng các bộ kẹp, những bộ kẹp này được lắp vào các thanh kéo và neo vào hai ụ neo bởi các neo công cụ. Bộ thiết bị để tạo dự ứng lực trong các bó cốt thép gồm bộ kẹp các đầu cốt thép, thanh truyền lực nối bộ kẹp với đầu kích và bộ neo công cụ có vai trò duy trì lực căng trong giai đoạn đúc dầm, những thiết bị này thuộc cấu tạo của bệ đúc.
 |
|
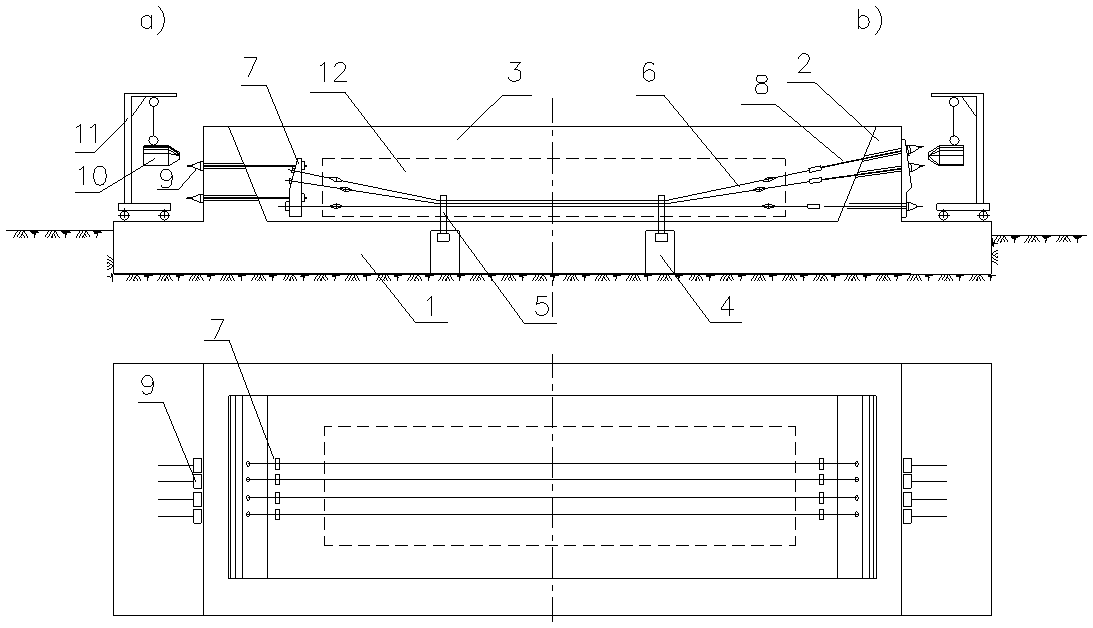
a) - Kéo cả nhóm cốt thép; b) - Kéo riêng từng bó 1 - Sàn bệ đúc; 2 - Ụ neo; 3 - Thành bệ đúc 4 - Khoang trống dưới đáy bệ; 5 - Neo định vị ngang 6 - Cốt thép DƯL; 7 - Bộ kẹp; 8 - Thanh kéo; 9 - Neo công cụ 10 - Kích căng cốt thép; 11 - Giá treo kích Hình 2.3: Bệ đúc cố định BTCT |
Ngoài vai trò duy trì lực căng trước, bệ đúc còn là kết cấu phục vụ cho việc đúc và bảo dưỡng dầm bê tông. Trên nền bệ bố trí các chi tiết để lắp các tấm ván khuôn, thành bệ có các tăng-đơ phục vụ cho việc lắp dựng cũng như tháo dỡ ván khuôn. Phía trên bệ đúc là hệ thống rải vữa bê tông di chuyển dọc theo chiều dài bệ đúc để rót vữa vào khuôn. Sau khi đổ bê tông dầm, cần cẩu chân dê chạy phía trên bệ đúc có nhiệm vụ cẩu lắp các tấm đan bê tông cốt thép đậy kín lòng bể trong bệ đúc để bảo dưỡng dầm bằng hơi nước.
Bệ đúc bê tông cốt thép được sử dụng trong điều kiện công xưởng và trên công trường.
2.2.2. Bệ đúc có ụ căng bằng thép
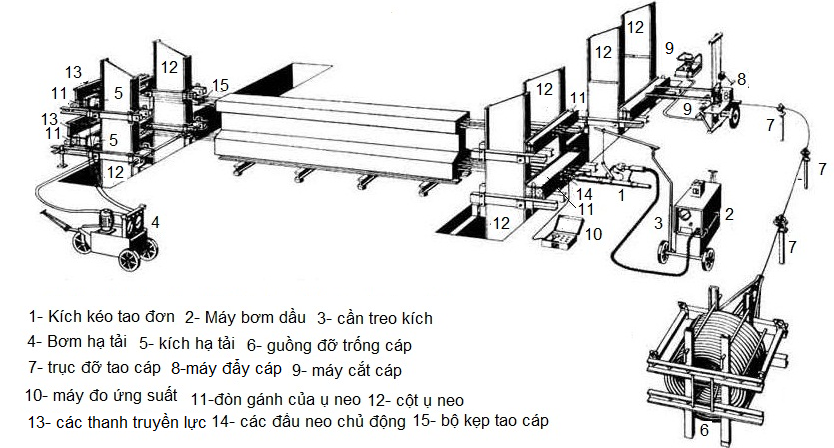
Bộ phận chủ yếu của bệ đúc là hai ụ căng cốt thép ở hai đầu dầm. Mỗi ụ căng gồm hai cột thép chôn xuống nền bê tông làm điểm tựa của hai đòn gánh ngang, đòn gánh phía dưới neo giữ đầu các tao cáp thứ dưới và đòn gánh trên neo giữ các tao cáp thớ trên.
Các tao cáp được căng một đầu sử dụng neo chủ động là neo nêm ba mảnh, ụ neo ở phía đầu đối diện làm nhiệm vụ giữ đầu bị động của các tao cáp. Đầu bị động cũng có các đòn gánh ngang nhưng có các thanh truyền lực nối với bộ kẹp các đầu tao cáp bị động. Các đòn gánh ở đầu bị động tựa lên các cột neo thông qua các kích thủy lực, những kích này có nhiệm vụ hạ tải từ các tao cáp tác dụng lên ụ neo để truyền lực căng lên dầm.
Các cột của ụ neo chôn cố định trong mố bê tông ở hai đầu hoặc chèn trong hố thế tạo sẵn ở trong mố neo. Cốt thép cuộn trong trống cáp và đặt trên guồng đỡ, tao cáp được kéo dần ra trong quá trình lắp đặt vào khung cốt thép của dầm bằng máy đẩy cáp. Bệ đúc là sàn bê tông trên đó đặt bộ ván khuôn dầm kê trên hàng tà vẹt.
 |
|
Hình 2.4: Bệ đúc cố định có ụ căng bằng thép |
Sau khi lắp đặt các tao cốt thép đơn kéo thẳng ở thớ dưới và một số tao thớ trên, đầu bị động lắp vào bộ kẹp thì tiến hành kéo căng từng tao bằng kích đơn ở một đầu và neo lại bằng neo công cụ ba mảnh. Sau khi đổ bê tông dầm người ta sử dụng ca-bin lắp ghép phủ kín ván khuôn dầm và cấp hơi nước để tiến hành bảo dưỡng gia nhiệt.
Bệ đúc này có thể cùng lúc tiến hành đúc nhiều dầm đặt theo một dãy thẳng hàng. Bệ đúc chỉ sử dụng trong điều kiện công xưởng.
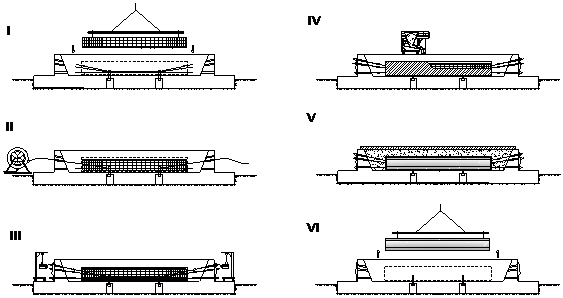 |
|
I - Lắp đặt khung cốt thép; II - Lắp đặt các tao cáp DƯL; III - Căng kéo cốt thép; IV - Đổ bê tông dầm; V - Bảo dưỡng gia nhiệt; VI - Truyền lực căng lên dầm, cắt cốt thép và cẩu dầm ra khỏi bệ đúc Hình 2.5: Các công đoạn chế tạo dầm trên bệ đúc cố định |
2.3. Chế tạo dầm trên giá đúc lưu động (Portable Casting Beds)
Giá đúc lưu động là một dạng bệ đúc cố định lắp ghép, được sử dụng luân chuyển để chế tạo dầm BTDƯL trên bãi đúc công trường theo phương pháp căng trước. Bệ căng gồm ụ neo ở hai đầu và hai thanh chống đặt song song hai bên thành ván khuôn.
Ụ neo bằng thép với bộ phận chính là dầm kích dưới neo giữ các đầu tao cáp thớ dưới dầm và truyền lực căng lên hai thanh chống. Hai cột neo liên kết với dầm kích dưới có nhiệm vụ đỡ dầm kích trên để neo hàng cốt thép thớ trên. Hai thanh chống chạy dọc theo bệ đúc đặt trên tấm bê tông đáy có nhiệm vụ tiếp nhận lực căng cốt thép. Ván khuôn dầm gồm tấm ván đáy kê trên các thanh tà vẹt đặt cách đều nhau, hai ván khuôn hành ghép từ các tấm chế sẵn ép vào ván đáy và chống vào hai bên thanh chống của bệ đúc. Ván khuôn đầu có các lỗ để luồn các tao cáp qua và tạo hố chờ để trám vữa bịt đầu các tao cáp.
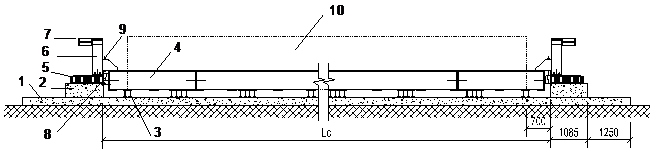 |
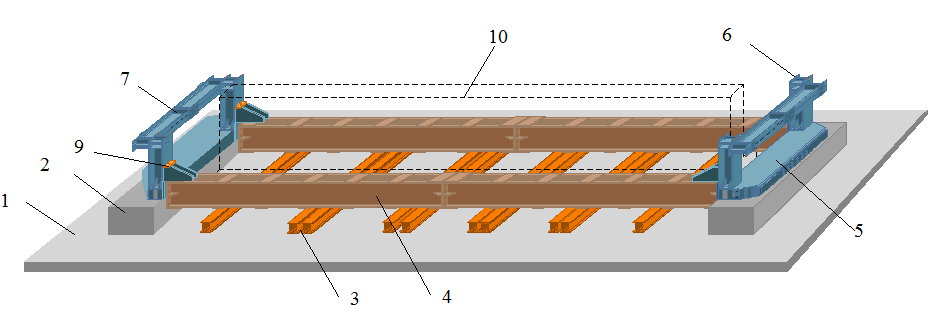 |
|
1 - Sàn bê tông; 2 - Bệ bê tông; 3 - Tà vẹt thép; 4 - Thanh chống 5 - Dầm kích dạng tấm; 6 - Cột đỡ dầm kích trên; 7 - Dầm kích trên 8 - Nêm hạ tải; 9 - Thanh rút nêm; 10 - Ván khuôn dầm Hình 2.6: Cấu tạo bệ đúc lưu động bán lắp ghép |
Biện pháp đúc dầm tiến hành tương tự như đúc trên bệ cố định, các công đoạn chính được thực hiện trên vị trí bệ đúc.
3. MỘT SỐ công nghệ chế tạo dầm BTDƯL căng trước đã áp dụng ở Việt Nam
3.1. Công nghệ đúc trên bệ đúc cố định BTCT, sử dụng cốt thép bó sợi song song
Đây là công nghệ của Liên Xô (cũ) trang bị để sản xuất các dầm cầu cho các nhịp dẫn cầu Thăng Long. Công nghệ này đúc các dầm định hình chữ T chiều dài 24.5m và 33.7m sử dụng bó cốt thép gồm 24 sợi và 48 sợi đường kính ∅5mm cường độ cao và neo quả trám. Bệ đúc dạng bể và bảo dưỡng bằng hơi nước nóng nhiệt độ 70oC, thời gian gia nhiệt kéo dài 36 giờ.
Khi nguồn cốt thép tao xoắn 7 sợi xuất hiện phổ biến, đồng thời công nghệ kéo sau trên bãi đúc công trường được triển khai rộng rãi công nghệ này không còn được áp dụng.
3.2. Công nghệ đúc trên bệ đúc cố định BTCT, sử dụng tao xoắn 7 sợi kéo đơn
Công nghệ này có trước năm 1975, nhập khẩu từ Mỹ và phát triển mạnh cung cấp nhiều loại dầm khẩu độ từ 12.7m đến 24.5m cho các tỉnh từ Quảng Trị trở vào. Sau năm 1975, Nhà máy dầm Châu Thới, nay là Công ty Cổ phần Bê tông 6 Châu Thới vẫn được duy trì và phát triển. Bệ đúc dạng bể BTCT nửa chìm, nửa nổi căng kéo cốt thép tao đơn và bảo dưỡng gia nhiệt bằng hơi nước hoặc ngâm nước nóng. Dầm đúc hiện nay là các loại chữ I, chữ T, bản rỗng, chữ T ngược và dầm SuperT.
3.3. Công nghệ đúc trên bệ cố định tại công trường
Công nghệ này được triển khai sử dụng cho các dự án có các nhịp dầm Super T. Bệ đúc đồng thời là ván khuôn dầm và là bệ căng cốt thép. Bệ neo là các dầm kích tựa vào đầu bệ đúc. Bê tông dầm sử dụng phụ gia cường độ sớm và được bảo dưỡng bằng tưới nước. Chiều dài dầm đã đúc là 42m. Các bệ đúc chỉ sử dụng một lần cho từng dự án cầu.
3.4. Sử dụng bệ đúc lưu động lắp ghép và bán lắp ghép
Đối với các dầm bản rỗng khẩu độ 18m thường được đúc trên công trường trên giá đúc bằng thép. Giá đúc sử dụng ván khuôn thành làm thanh chống cho bệ căng. Có thể ghép đôi, ghép ba dầm trên một giá đúc hoặc chiều dài giá đúc bằng hai lần chiều dài dầm để cùng lúc căng cốt thép cho hai phiến dầm, sau đó dùng máy cắt cốt thép ở vị trí tiếp giáp giữa hai dầm. Đúc dầm chữ T ngược khẩu độ 15m trên giá đúc bằng thép lưu động và bệ đúc bán lắp ghép trên công trường.
 |
| Hình 3.1: Giá đúc dầm bản dự ứng lực căng trước |
4. SO SÁNH CÁC CÔNG NGHỆ CHẾ TẠO DẦM BTDƯL CĂNG TRƯỚC
Từ thực tế áp dụng các công nghệ đã giới thiệu ở trên có thể đưa ra các nhận xét sau:
- Tất cả các công nghệ chế tạo dầm bê tông căng trước ở trên đều đã được áp dụng trong thực tế xây dựng cầu ở Việt Nam;
- Việc chế tạo dầm trong xưởng đúc dầm tập trung phù hợp với địa hình các tỉnh Nam bộ do điều kiện vận chuyển dầm bằng đường thủy thuận lợi. Đối với các tỉnh thuộc Trung bộ và Bắc bộ các xí nghiệp bê tông đúc sẵn chủ yếu sản xuất các cấu kiện cho xây dựng dân dụng, sản phẩm dầm cầu tiêu thụ khó khăn hơn;
- Để thay thế các dầm kéo sau bằng các dầm căng trước sử dụng các tao cáp đơn, công nghệ phù hợp đối với địa bàn các tỉnh Bắc và Trung bộ là đúc dầm trên các bệ đúc tại công trường;
- Để giảm chi phí đúc dầm và đảm bảo phát triển bền vững cần đầu tư theo hướng chế tạo các bộ giá đúc lưu động, đa năng để có thể đúc nhiều loại dầm dự ứng lực căng trước trên bãi đúc công trường.
Ưu, nhược điểm và phạm vi áp dụng của các biện pháp đúc dầm được tóm tắt trong Bảng 4.1 ở dưới.
Bảng 4.1. So sánh các biện pháp đúc dầm
|
TT |
BIỆN PHÁP ĐÚC DẦM |
ƯU ĐIỂM |
NHƯỢC ĐIỂM |
PHẠM VI ÁP DỤNG |
|
1 |
Đúc trên giá đúc di động |
- Cơ giới hóa cao - Chuyên biệt hóa và đồng bộ - Sản xuất ổn định - Ổn định chất lượng - Tổ chức dây chuyền sản xuất thuận lợi - Dễ dàng uốn xiên các tao cáp |
- Cấu tạo giá đúc phức tạp - Đồng thời trang bị hai hệ thống cẩu nâng và kéo đẩy đường sắt - Vận chuyển dầm từ xưởng chế tạo đến vị trí lao dầm phức tạp |
- Dầm thiết kế định hình - Sản lượng đều và liên tục - Sản lượng lớn, công suất đảm bảo ³ 20.000m3/ năm |
|
2 |
Đúc trên bệ đúc cố định trong xưởng |
- Cơ giới hóa cao - Chuyên biệt hóa và đồng bộ - Sản xuất ổn định - Ổn định chất lượng - Kết cấu bệ đúc đơn giản - Giảm bớt hạng mục buồng sấy hấp riêng |
- Tổ chức dây chuyền sản xuất phức tạp - Bố trí neo định vị để uốn xiên các tao cáp phức tạp - Bệ đúc bị úng nước cần thiết bị bơm hút - Vận chuyển dầm từ xưởng chế tạo đến vị trí lao dầm phức tạp |
|
|
3 |
Đúc trên bệ đúc cố định trên công trường |
- Kết cấu bệ đúc đơn giản - Giảm chi phí vận chuyển dầm |
- Chỉ sử dụng bệ đúc một lần dẫn đến giá thành chế tạo dầm cao - Chỉ bố trí được các tao cáp đi thẳng và phải bổ sung tao cáp ở thớ trên - Chất lượng sản phẩm khó kiểm soát |
- Dầm thiết kế định hình - Phù hợp với sản lượng sản xuất nhỏ và vừa |
|
4 |
Đúc trên bệ đúc lưu động trên công trường |
- Sử dụng luân chuyển, giảm chi phí bệ đúc - Giảm chi phí vận chuyển |
- Chỉ bố trí được các tao cáp đi thẳng và phải bổ sung tao cáp ở thớ trên - Chất lượng sản phẩm khó kiểm soát |
5. ỨNG DỤNG CÔNG NGHỆ CHẾ TẠO DẦM BTDƯL CĂNG TRƯỚC TRÊN GIÁ ĐÚC LƯU ĐỘNG TẠI CÔNG TRƯỜNG
Các thiết bị được tổ chức theo các công đoạn trên mặt bằng kết hợp với bãi chứa dầm đồng thời là nơi thực hiện công tác hoàn thiện sẽ có một cơ sở sản xuất dầm tạm thời trên công trường đáp ứng yêu cầu của từng dự án.
Dầm chế tạo có thể có dạng dầm chữ T ngược, dầm I cánh rộng chiều dài từ 18m đến 33m. Những dầm chiều dài khác nhau chỉ khác về chiều cao còn kích thước của cánh dầm và bầu dầm không thay đổi. Dầm ngang đúc sau, cốt thép dầm ngang lắp vào những cút ren chôn chìm trong sườn dầm.
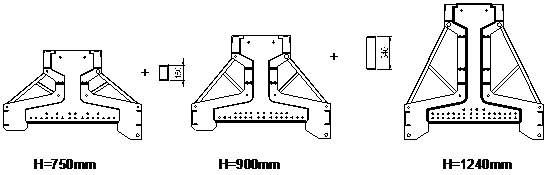 |
| Hình 5.1: Các dầm khẩu độ khác nhau chỉ thay đổi kích thước chiều cao phần sườn |
Cốt thép dự ứng lực có thể là các tao cáp 7 sợi kéo thẳng, kích thước bầu dầm có thể bố trí tối đa 3 hàng cốt thép. Trên cánh dầm đều bố trí 2 tao để chống nứt cho thớ trên.
Dầm được đúc trên bãi đúc công trường theo công nghệ căng trước. Mặt bằng dành riêng cho công việc chế tạo dầm gồm bãi đúc và bãi chứa dầm sau khi đúc. Kích thước bãi đúc có thể chuẩn hóa đối với từng chiều dài dầm, kích thước bãi chứa phụ thuộc vào số lượng dầm cần đúc của mỗi dự án. Khâu chế tạo và vận chuyển vữa bê tông sử dụng trạm trộn và phương tiện vận chuyển của công trường.
Danh mục các thiết bị sử dụng hầu hết đều sẵn có trong những đơn vị thi công cầu chuyên nghiệp, những thiết bị cần xem xét thêm là bộ ba: Bệ đúc - bệ căng - ván khuôn. Hiện nay, các hạng mục này đang được coi là các công trình hoặc kết cấu phụ trợ có tính năng sử dụng tạm thời. Cần nghiên cứu chế tạo để các hạng mục này có tính năng như các thiết bị thi công: Sử dụng luân chuyển, tiện ích và đa năng.
Ván khuôn có chức năng tạo hình kết cấu và chịu tải trọng của áp lực vữa bê tông. Bệ căng để chịu lực căng của cốt thép dự ứng lực, kẹp giữ các đầu tao cáp và tháo bỏ lực căng, truyền lực căng lên dầm sau khi bê tông đạt cường độ. Bệ đúc chịu trọng lượng của dầm đúc, trọng lượng của ván khuôn và của bệ căng.
Bệ đúc thường có các phương án thiết kế sau:
- Ghép bệ đúc, bệ căng với ván khuôn, chế tạo bộ ván khuôn có khả năng tiếp nhận lực căng cốt thép, ván khuôn đồng thời là bệ căng, ván khuôn có bộ phận kê chính trên mặt bằng sân đúc, do vậy bản thân ván khuôn cũng là bệ đúc. Phương án này có thiết bị gọn, dễ lắp dựng và tháo dỡ, cơ giới hóa nhưng giá thành cao, đầu tư ban đầu lớn;
- Bệ đúc có ụ neo hai đầu, bệ đúc đồng thời là bệ căng. Ván khuôn thiết kế riêng đặt trên bệ đúc. Phương án này có trạng thái chịu lực của bệ đúc phức tạp, kích thước lớn;
- Tách riêng ba hạng mục, từng hạng mục làm việc độc lập và ghép nối với nhau. Trong phương án này, trạng thái chịu lực của mỗi bộ phận dễ kiểm soát, dễ chia thành cấu kiện nhỏ tiện cho vận chuyển; gia công chế tạo không phức tạp, đầu tư ban đầu rẻ hơn so với hai phương án trên.
6. KẾT LUẬN
Công nghệ chế tạo dầm BTDƯL căng trước là một công nghệ phù hợp trong chế tạo các cấu kiện định hình trong nhà máy hoặc trên công trường. Ở Việt Nam đã sử dụng nhiều công nghệ đúc trên bệ đúc cố định và gần đây là các bệ đúc lưu động lắp ghép và bán lắp ghép. Việc sử dụng bệ đúc lưu động trên công trường cho phép sử dụng luân chuyển, giảm chi phí bệ đúc, chi phí vận chuyển và phù hợp với sản lượng dầm nhỏ và vừa. Tùy theo yêu cầu chế tạo và vận chuyển cụ thể có thể áp dụng các phương án thiết kế bệ đúc lưu động khác nhau cho các loại dầm trên công trường.
Tài liệu tham khảo
[1]. Chu Viết Bình, Nguyễn Mạnh, Nguyễn Văn Nhậm (2009), Thi công cầu, tập hai, NXB. GTVT.
[2]. Phạm Duy Hữu, Nguyễn Long (2008), Bê tông cường độ cao và bê tông chất lượng cao, NXB. GTVT.
[3]. Nguyễn Tiến Đích (2011), Công tác bê tông trong điều kiện khí hậu nóng ẩm Việt Nam, NXB. Xây dựng.
[4]. Công ty Tư vấn Xây dựng giao thông 533 (2002), Công nghệ chế tạo dầm BTCT DƯL căng kéo trước.
Tag:




Bình luận
Thông báo
Bạn đã gửi thành công.