Liên hệ quảng cáo
Nghiên cứu chọn dạng tổng thể và xác định các thông số cơ bản của thiết bị thi công cọc vít trong xây dựng công trình giao thông đô thị ở Việt Nam
Thiết bị thi công cọc vít là tổ hợp gồm máy cơ sở, thiết bị xoay hạ cọc, bộ nguồn thủy lực, cần cẩu phục vụ và các thiết bị phụ trợ.
|
PGS. TS. Nguyễn Xuân Khang ThS. Nguyễn Chí Mınh Viện Khoa học và Công nghệ Giao thông vận tải Người phản biện: TS. Lê Quý Thúy TS. NGuyễn Văn Thịnh |
TÓM TẮT: Thiết bị thi công cọc vít là tổ hợp gồm máy cơ sở, thiết bị xoay hạ cọc, bộ nguồn thủy lực, cần cẩu phục vụ và các thiết bị phụ trợ. Trên cơ sở khảo sát những thiết bị thi công cọc vít hiện có trên thế giới, các tác giả đã phân tích và lựa chọn thiết bị xoay hạ cọc lắp trên máy cơ sở có sẵn là máy xúc thủy lực bánh xích để tạo thành thiết bị đồng bộ thi công cọc vít phù hợp với trình độ công nghệ chế tạo cũng như khả năng cung cấp vật tư phụ tùng ở trong nước, đồng thời đáp ứng được các yêu cầu của qui trình công nghệ thi công móng cọc tại các công trình giao thông đô thị nước ta.
Bài báo trình bày tóm tắt kết quả nghiên cứu chọn dạng tổng thể và xác định các thông số cơ bản của thiết bị thi công cọc vít trong xây dựng công trình giao thông đô thị ở Việt Nam.
TỪ KHÓA: Cọc vít, thiết bị thi công, máy xúc thủy lực bánh xích, đầu xoay thủy lực.
ABSTRACT: Screw-pile equipment for construction is a combination of the base machine with rotating equipment, hydraulic power pack, crane services and auxiliary equipment.Based on surveys of screw-piles construction equipment available in the world, the authors have analyzed and selected the rotating equipment, which is available installation on the basic one such as the hydraulic crawler excavator to create the screw-pile equipment. This equipment is suitable with local manufacturing technology and supplies ability of materials and spare parts in the country and meets the requirement of construction standard of pile foundation construction work of urban transportation projects in our country.
This article presents a summary of the study for selection of overall form and determination of basic specifications of screw-pile equipment in construction of urban infrastructure transportation in Vietnam.
Keywords: Screw pile, construction equipment, hydraulic crawler excavator, auger drive.
1. ĐẶT VẤN ĐỀ
Cùng với sự phát triển của nền kinh tế quốc dân, những năm gần đây, nhu cầu xây dựng hạ tầng GTVT ngày càng tăng. Tình trạng ách tắc giao thông tại các thành phố lớn trong thời gian vừa qua do sự bùng nổ các phương tiện giao thông đã đặt ra cho ngành GTVT cần phải đầu tư phát triển hệ thống giao thông đô thị như cầu vượt, đường sắt đô thị, đường trên cao... để giải quyết tình trạng này.
Các công trình thi công trong thành phố có đặc điểm chung là diện tích mặt bằng thi công chật hẹp, yêu cầu cao trong việc đảm bảo giao thông, an toàn lao động, xử lý chống ồn, chống rung động, vận chuyển đất thải xây dựng…, nhất là trong giai đoạn thi công phần móng trụ của các công trình đô thị. Nhằm giải quyết những vấn đề trên, công nghệ cọc vít ra đời. Cọc vít là loại cọc ống thép có bố trí cánh thép ở mũi cọc và hạ bằng phương pháp xoay.
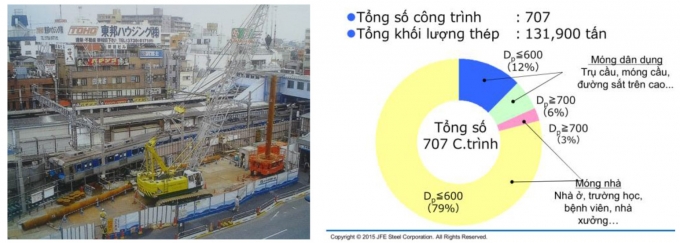 |
| Hình 1.1: Thi công cọc vít tại công trình giao thông đô thị (trái) và tình hình ứng dụng cọc vít ở Nhật Bản |
Công nghệ cọc vít được sử dụng rộng rãi ở các nước Bắc Mĩ từ năm 1980. Tại châu Á, Nhật Bản là nước đầu tiên ứng dụng công nghệ cọc vít ống thép trong thi công móng cho các công trình, đặc biệt là các công trình hạ tầng đô thị, đồng thời cũng là nước đi đầu trong việc nghiên cứu phát triển (R&D) công nghệ này trong thời gian gần đây. Theo một nghiên cứu năm 2015 của hãng JFE Steel Corporation, công nghệ cọc vít ống thép được sử dụng tại Nhật Bản từ năm 1999 và tính đến năm 2014 đã có tổng số 707 công trình xây dựng như móng mố trụ cầu, đường sắt trên cao, nhà ở, trường học, bệnh viện, nhà xưởng, cầu vượt, cầu cạn, móng cho các đường tàu… sử dụng móng cọc vít với tổng khối lượng cọc khoảng 131.900 tấn, trong đó chủ yếu là cọc có đường kính £ 600mm (đường kính cánh vít £ 900mm) chiếm 91%.
Để thi công cọc vít cần phải có các thiết bị chuyên dùng đáp ứng yêu cầu của công nghệ. Trên thế giới, thiết bị thi công cọc vít nói chung được các hãng chế tạo với nhiều chủng loại có tính năng kỹ thuật và mức độ hiện đại khác nhau, đáp ứng được mọi yêu cầu trong thi công móng cọc vít cho các công trình. Tuy nhiên, giá thành nhập khẩu hệ thống thiết bị này là rất cao, không phù hợp với khả năng tài chính của các nhà thầu. Theo quan điểm phát huy nội lực, với sự quan tâm của Bộ GTVT, theo nhiệm vụ nghiên cứu khoa học công nghệ giai đoạn 2015 - 2016, Viện Khoa học và Công nghệ GTVT chủ trì thực hiện Đề tài “Nghiên cứu dây chuyền thiết bị thi công cọc vít trong xây dựng công trình giao thông đô thị ở Việt Nam”, mã số DT 154055, mục tiêu là làm chủ công nghệ thiết kế thiết bị thi công cọc vít lắp trên máy cơ sở có sẵn, phù hợp với trình độ công nghệ chế tạo cũng như khả năng cung cấp vật tư phụ tùng ở trong nước, đáp ứng được các yêu cầu qui trình thi công cọc vít tại các công trình giao thông đô thị ở nước ta, đồng thời giúp cho các nhà thầu giảm kinh phí đầu tư các thiết bị công nghệ mà vẫn có được thiết bị đồng bộ thi công cọc vít cần thiết.
2. TỔNG QUAN VỀ CÔNG NGHỆ VÀ DÂY CHUYỀN THIẾT BỊ THI CÔNG CỌC VÍT
2.1. Tổng quan về cọc vít và công nghệ thi công cọc vít
Công nghệ cọc vít hay còn được gọi là cọc xoắn ốc hoặc vít neo (screw-piles, spiral-piles, helical-piles) sử dụng cọc ống thép trên đó gắn các cánh dạng xoắn ốc, được xuyên sâu xuống nền đất tạo thành kết cấu móng để truyền tải trọng công trình xuống nền đất hoặc neo giữ công trình với đất nền.
Theo kích thước trục (đường kính ống thép), người ta phân ra các loại cọc vít: Loại trục lớn (đường kính Dp > 600mm); loại trục trung bình (đường kính Dp từ 300mm đến 600mm) và loại trục nhỏ (đường kính Dp < 300mm).
Theo cách bố trí cánh vít, người ta phân ra các loại cọc vít: Cánh vít liên tục, bao gồm một cánh xoắn liên tục gắn theo suốt chiều dài trục. Nhiều cánh vít (nhiều tầng cánh): Gồm nhiều đĩa xoắn rời rạc gắn liền với một trục trung tâm, các đĩa xoắn có thể có đường kính bằng nhau hoặc có đường kính giảm dần về phía mũi cọc; một cánh vít (một tầng cánh): Chỉ có một cánh dạng xoắn được hàn ở mũi cọc, cánh vít có thể kín (không có lỗ ở tâm) hoặc hở (có lỗ ở tâm).
 |
| Hình 2.1: Các kích thước của cọc vít (trái), cọc vít một tầng cánh kiểu hở (giữa) và kiểu kín |
Cọc loại cánh vít liên tục và loại nhiều tầng cánh thường được sử dụng để neo giữ các cấu kiện công trình vào đất nền hoặc neo giữ chống sụt trượt cho các mái ta-luy. Cọc vít loại một tầng cánh thường được sử dụng làm móng cọc cho các công trình xây dựng, giao thông, công nghiệp.
Do đặc điểm các công trình giao thông đô thị có mật độ phương tiện qua lại cao, tải trọng nhỏ, do đó trên thế giới thường sử dụng loại cọc vít có đường kính trung bình một tầng cánh để thi công móng cọc cho các công trình như cầu vượt đô thị, cầu vượt bộ hành, đường sắt đô thị, các tuyến metro trên mặt đường đang khai thác chật hẹp có lưu lượng giao thông lớn. Chính vì vậy, theo nội dung nghiên cứu, đề tài chỉ tập trung vào cọc vít loại một tầng cánh có đường kính cọc Dp£ 600mm, đường kính cánh vít Dw£ 900mm.
Kích thước tương quan giữa đường kính trục trung tâm (Dp) và đường kính cánh vít (Dw), chiều dày cánh vít (tw) của loại cọc vít một tầng cánh tùy thuộc vào thiết kế cọc cho từng công trình. Tuy nhiên, có thể tham khảo tiêu chuẩn cọc vít của hãng Nippon Steel Corporation, hãng JFE Steel Corporation và hãng Asahi Kasei (Nhật Bản) hoặc của hãng Almita Pilling Inc (Canada).
Về công nghệ thi công cọc vít trong xây dựng móng công trình nói chung là sử dụng thiết bị chuyên dùng để xoay và ấn để hạ cọc vít xuyên vào đất nền. Nhờ trọng lượng bản thân kết hợp với lực ấn của thiết bị và góc xoắn của cánh vít mà cọc đi vào nền đất với chiều sâu theo yêu cầu. Hiện nay, trên thế giới có thể chia ra hai loại công nghệ thi công cọc vít theo kích thước cọc như sau: Công nghệ ôm xoay đầu cọc đối với cọc có đường kính trung bình và nhỏ Dp£ 600mm; công nghệ ôm xoay thân cọc đối với cọc có đường kính lớn Dp>600mm.
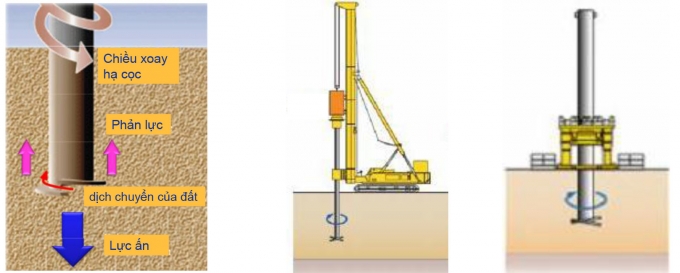 |
| Hình 2.2: Mô hình công nghệ xoay hạ cọc vít (trái), công nghệ ôm xoay đầu cọc (giữa) và công nghệ ôm xoay thân cọc |
2.2. Tổng quan về dây chuyền thiết bị thi công cọc vít
Tùy theo tính chất công trình, điều kiện địa chất và công nghệ thi công mà người ta sử dụng dây chuyền thiết bị thi công phù hợp.
Trong công nghệ thi công ôm xoay thân cọc, dây chuyền thiết bị là tổ hợp gồm máy chính là bộ kẹp xoay thủy lực (casing rotator) để kẹp chặt xoay và ấn hạ cọc. Bộ nguồn thủy lực (hydraulic power pack) đi kèm để cung cấp và điều khiển dòng dầu thủy lực dẫn động bộ kẹp. Cần trục bánh xích (crawler crane) tải trọng 80-150T để phục vụ việc lắp đặt cọc vào bộ kẹp và neo giữ cũng như dịch chuyển bộ kẹp vào vị trí thi công.
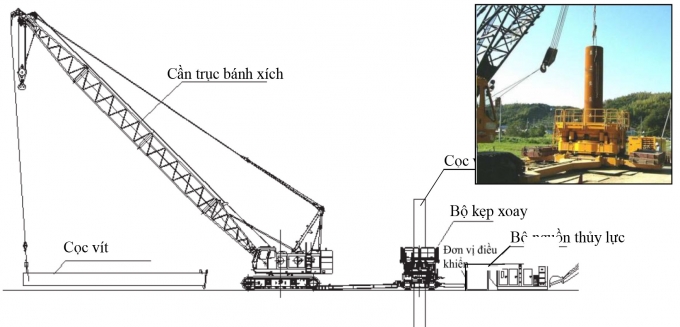 |
| Hình 2.3: Dây chuyền thiết bị thi công cọc vít theo công nghệ ôm xoay thân cọc |
Điển hình cho thiết bị kiểu này có thể kể tới hãng Leffer của Đức đã chế tạo các thiết bị với moldel RDM1000, RDM1500, RDM2000 và RDM3000 hoặc hãng Nippon-Sharyo của Nhật Bản đã chế tạo và đưa ra thị trường các thiết bị thi công cọc vít model NISSHA RT-150A2, RT-200A3 và RT-260H có mô-men xoay tới 2000kN.m đi kèm bộ nguồn thủy lực công suất tới 300kW chuyên dùng để thi công cọc vít có đường kính Dp từ 800 - 1600mm.
Trong công nghệ thi công ôm xoay đầu cọc, dây chuyền thiết bị là tổ hợp gồm máy chính (base machine) 1 thường là một máy cơ sở di chuyển bánh xích kiểu cột buồm dẫn động thủy lực, trên có gắn đầu xoay thủy lực (auger drive) 4 chuyển động lên/xuống theo cột dẫn hướng 3 có thể thay đổi được góc nghiêng thông qua xi-lanh thủy lực 2 để thi công các cọc xiên. Một cần trục hoặc xe nâng phục vụ việc cẩu lắp cọc vít vào máy chính (kết hợp với tời cáp 6).
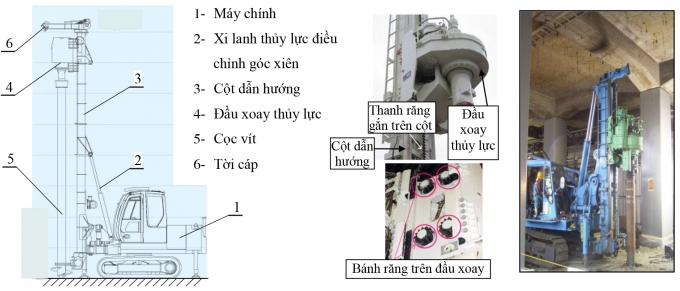 |
| Hình 2.4: Dây chuyền thiết bị thi công cọc vít theo công nghệ ôm xoay đầu cọc |
Trong quá trình thi công cọc vít, đầu xoay thủy lực (được dẫn động bởi nguồn thủy lực của máy chính) chụp lên đầu cọc và truyền mô-men quay cho cọc vít 5 làm cho cọc đi vào nền đất. Việc dẫn động đầu xoay di chuyển lên xuống trên cột dẫn hướng nhờ cơ cấu truyền động thanh răng - bánh răng (bánh răng gắn trên đầu xoay được dẫn động bằng mô-tơ thủy lực ăn khớp với thanh răng gắn cố định trên cột dẫn hướng).
Điển hình cho thiết bị kiểu này có thể kể tới hãng Nippon-Sharyo đã chế tạo và đưa ra thị trường các thiết bị thi công cọc vít model Nissha DHJ-15, DHJ-25 và DHJ-45. Các thiết bị model EAZET-L, EAZET-M, EAZET-S của hãng Asahi Kasei (Nhật Bản) với các tính năng kỹ thuật khác nhau phù hợp cho thi công loại cọc vít có đường kính Dp £ 600mm, chiều dài phân đoạn cọc có thể thi công tới 9m với mô-men tới 150kN.m.
 |
| Hình 2.5: Thiết bị thi công cọc vít theo công nghệ ôm xoay đầu cọc lắp trên máy cơ sở có sẵn là dàn búa đóng cọc bánh xích (trái) và máy xúc thủy lực bánh xích |
Hệ thống thiết bị thi công cọc vít theo công nghệ ôm xoay đầu cọc gồm thiết bị xoay hạ cọc vít là các đầu xoay thủy lực riêng lẻ được lắp trên máy cơ sở có sẵn. Máy cơ sở thường sử dụng dàn búa đóng cọc thủy lực bánh xích hoặc là máy xúc thủy lực bánh xích có sẵn. Trong quá trình thi công, đầu xoay được dẫn động bởi nguồn thủy lực trích ra từ máy cơ sở sẽ chụp lên đầu cọc và truyền mô-men quay cho cọc vít để cọc xuyên vào đất nền.
Với máy cơ sở là dàn búa đóng cọc bánh xích thì đầu xoay thủy lực này được lắp thêm má trượt để trượt trên hai thanh dẫn hướng trên giá búa, việc nâng hạ đầu xoay thông qua tời cáp nâng hạ quả búa. Với máy cơ sở là máy xúc thủy lực bánh xích, đầu xoay thủy lực được lắp với tay gầu máy xúc thông qua các tai chốt lắp gàu. Trong quá trình xoay cọc, nhờ trọng lượng bản thân của bộ phận đầu xoay và góc xoắn của cánh vít kết hợp với lực ấn của xi-lanh điều khiển gầu mà cọc đi vào nền đất. Hãng Almita Pilling Inc. (Canada) đã chế tạo ra một loạt các đầu xoay thủy lực với mô-men xoắn tới 80kN.m gắn trên các máy xúc thủy lực từ 20T đến 56T tạo thành thiết bị thi công các cọc vít cỡ nhỏ và trung bình với tính cơ động cao, rất linh hoạt trong thi công ở các vị trí chật hẹp, không bằng phẳng...
3. LỰA CHỌN THIẾT BỊ THI CÔNG CỌC VÍT TRONG XÂY DỰNG CÔNG TRÌNH GIAO THÔNG ĐÔ THỊ Ở VIỆT NAM
Qua nghiên cứu tổng quan về dây chuyền thiết bị thi công cọc vít trên thế giới, sau khi phân tích ưu, nhược điểm của các chủng loại thiết bị thi công cọc vít kiểu ôm xoay thân cọc; kiểu ôm xoay đầu cọc đồng bộ chuyên dùng và kiểu ôm xoay đầu cọc lắp trên máy cơ sở có sẵn, tác giả nhận thấy: Thiết bị thi công cọc vít kiểu ôm xoay đầu cọc lắp trên máy cơ sở có sẵn có đặc điểm: Có kết cấu gọn, có thể thi công ở địa bàn chật hẹp; tính cơ động cao, dễ dàng điều chỉnh khi thi công; giá thành thiết bị thấp. Đặc biệt, với thiết bị lắp trên máy cơ sở là máy xúc thủy lực bánh xích rất linh hoạt trong vận hành, có thể thi công tại nhiều địa hình khác nhau, có thể tự lắp ráp và di chuyển cọc vào vị trí, không cần thiết bị hỗ trợ lắp đặt cọc vào máy chính, do vậy diện tích mặt bằng chiếm chỗ khi thi công rất nhỏ. Điều này rất phù hợp trong việc thi công tại các đô thị.
Tại Việt Nam, năm 2015, Tập đoàn Nippon Steel & Sumitomo Metal (Nhật Bản) cùng Tổng công ty Thăng Long đã ký thỏa thuận chuyển giao công nghệ cọc vít NS-ECO và triển khai ứng dụng vào thi công móng cho công trình cầu vượt đô thị Hoàng Minh Giám - Nguyễn Chánh (Hà Nội). Tại công trình này đã tiến hành thi công 34 cọc vít cho 2 mố 4 trụ, đường kính cọc Dp = 600mm được hàn một cánh xoắn đường kính Dw = 900mm ở mũi cọc - loại cọc vít một tầng cánh. Toàn bộ số cọc trên được thi công bằng thiết bị chuyên dùng của hãng Nippon-Sharyo (Nhật Bản) chế tạo đưa trực tiếp từ Nhật Bản tới dưới dạng tạm nhập tái xuất cùng chuyên gia và thợ vận hành thiết bị cũng do phía đối tác Nhật Bản cử sang.
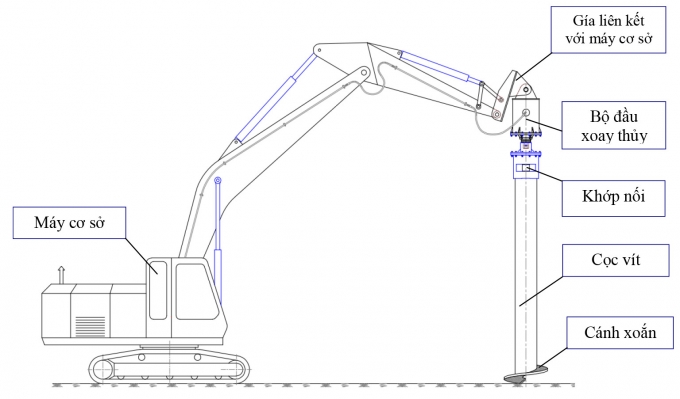 |
| Hình 3.1: Mô hình thiết bị thi công cọc vít đề tài lựa chọn thiết kế |
Căn cứ vào các yêu cầu cụ thể của công nghệ thi công móng cọc vít và đặc điểm xây dựng công trình giao thông đô thị ở nước ta, trên cơ sở việc nghiên cứu phân tích đánh giá ưu, nhược điểm của thiết bị thi công cọc vít hiện nay trên thế giới cũng như ở trong nước như đã nêu, tận dụng tối đa tiềm năng sẵn có để giảm giá thành, đáp ứng được yêu cầu của công việc thi công móng cọc vít trong xây dựng công trình giao thông đô thị, các tác giả lựa chọn phương án thiết kế thiết bị thi công cọc vít kiểu chụp xoay đầu cọc lắp trên máy cơ sở có sẵn là máy xúc thủy lực bánh xích. Đây là loại máy cơ sở rất phổ biến ở các đơn vị thi công cũng như tại các đơn vị kinh doanh nhập khẩu máy xây dựng. Mô hình thiết bị thi công cọc vít lựa chọn thiết kế được trình bày như trên Hình 3.1.
4. NGHIÊN CỨU CÁC THÔNG SỐ CƠ BẢN CỦA THIẾT BỊ THI CÔNG CỌC VÍT LẮP TRÊN MÁY XÚC THỦY LỰC BÁNH XÍCH
Các thông số cơ bản của thiết bị thi công cọc vít lắp trên máy xúc thủy lực bao gồm: Mô-men quay, tốc độ quay, công suất, áp suất và lưu lượng thủy lực dẫn động mô-tơ đầu xoay. Để tính toán xác định các thông số trên của thiết bị, ta cần các thông số đầu vào sau đây:
Các thông số về cọc gồm:
- Đường kính thân cọc: Dp = 600mm;
- Đường kính cánh vít (đường kính mép ngoài): Dw = 900mm;
- Chiều dày cánh vít: tw = 50mm;
- Chiều dày thân cọc: tp =16mm;
- Bước vít: p = 0,3.Dp = 180mm;
- Góc nghiêng (góc nâng) của cánh vít xoắn
- Chiều sâu cọc: L = 30m.
Sau khi tính toán, nhóm nghiên cứu có được các thông số cơ bản của thiết bị như sau:
- Mô-men quay: Mtb = 50kN.m;
- Tốc độ quay lớn nhất: n = 29,33vòng/phút;
- Áp suất thủy lực làm việc định mức pđm = 30MPa;
- Lưu lượng thủy lực tối đa: 203 lít/phút;
- Công suất: N = 100kW.
5. TÍNH TOÁN LỰA CHỌN LOẠI MÁY XÚC LÀM MÁY CƠ
Như đã phân tích, đề tài chọn thiết kế thiết bị thi công cọc vít lắp trên máy cơ sở là máy xúc thủy lực bánh xích. Với các thông số cơ bản của thiết bị xoay hạ cọc như tính toán ở trên, các tác giả đã tiến hành tính toán và lựa chọn được các máy xúc thủy lực bánh xích làm máy cơ sở cho thiết bị phải thỏa mãn các điều kiện sau:
- Chiều cao múc, tầm với của tay gầu (J):
J ≥ 7,2m;
- Dung tích gầu (V): V≥ 1,4 m3;
- Lưu lượng dầu thủy lực của bơm chính (Qb): Qb > Qtb = 203 lít/phút;
- Áp suất dầu thủy lực của hệ thống (pb):
pb ≥ 30 Mpa.
Bảng 5.1. Một số loại máy xúc của hãng Komatsu làm máy cơ sở cho thiết bị thi công cọc vít
|
Nhãn hiệu máy |
Komatsu PC 300-7 |
Komatsu PC 300-8 |
Komatsu PC 350 -7 |
Komatsu PC 400-8 |
Komatsu PC 450 -7 |
|
Công suất (kW) |
180 |
187 |
180 |
257 |
246 |
|
Chiều cao làm việc - tầm vươn tối đa (m) |
9,58 |
9,46 |
10,21 |
10,31 |
10,925 |
|
Dung tích gầu tối đa (m3) |
1,6 |
1,8 |
1,4 |
2,2 |
2,1 |
|
Áp suất làm việc định mức của hệ thống thủy lực (MPa) |
37,8 |
37,8 |
37,8 |
37,8 |
37,8 |
|
Lưu lượng tối đa của bơm chính (lít/phút) |
535 |
535 |
535 |
690 |
690 |
|
Trọng lượng vận hành (Tấn) |
30,8 |
33,8 |
32,3 |
41,7 |
43 |
Căn cứ vào các điều kiện trên ta có thể chọn được loại máy xúc đào thủy lực bánh xích cụ thể làm máy cơ sở cho thiết bị thi công cọc vít mà đề tài lựa chọn. Từ đó, nhóm nghiên cứu đã tiến hành khảo sát và thống kê thông số kỹ thuật một số loại máy xúc hiện có phổ biến ở nước ta phù hợp làm máy cơ sở được nêu trong Bảng 5.1 và Bảng 5.2.
Bảng 5.2. Một số loại máy xúc của hãng Daewoo làm máy cơ sở cho thiết bị thi công cọc vít
|
Nhãn hiệu máy |
Daewoo Doosan 330 LCV |
Daewoo Doosan 340 LCV |
Daewoo Doosan 370 LCV |
Daewoo Doosan 420 LCV |
Daewoo Doosan 470 LCV |
|
Công suất (kW) |
183 |
184 |
200 |
210 |
232 |
|
Chiều cao làm việc - tầm vươn tối đa (m) |
10,01 |
10,38 |
10,2 |
10,56 |
10,8 |
|
Dung tích gầu tối đa (m3) |
1,6 |
1,5 |
1,8 |
1,9 |
2,1 |
|
Áp suất làm việc định mức của hệ thống thủy lực (MPa) |
33 |
33 |
33 |
33 |
33 |
|
Lưu lượng tối đa của bơm chính (lít/phút) |
560 |
524 |
560 |
630 |
718 |
|
Trọng lượng vận hành (Tấn) |
33,16 |
33,9 |
36,6 |
41,2 |
46,9 |
Trên các loại máy xúc như đã thống kê trên đây đều có đường dầu thủy lực chờ sẵn trên tay gầu để kết nối và cung cấp dòng dầu thủy lực cho thiết bị phụ trợ như búa phá, kìm cắt, ngàm kẹp... Điều này giúp cho việc lắp đặt và kết nối hệ thống thủy lực của thiết bị xoay hạ cọc vít với hệ thống thủy lực trên máy cơ sở như trên được dễ dàng, thuận tiện và đơn giản nhất bằng cách đấu nối trực tiếp đường dầu vào/ra mô-tơ thủy lực dẫn động đầu xoay với đường dầu chờ sau khi đã lắp thêm các van an toàn riêng cho mô-tơ thủy lực dẫn động đầu xoay, do vậy không phải can thiệp vào máy cơ sở.
Hiện nay, ở nước ta có rất nhiều chủng loại máy xúc đào thủy lực tạo các đơn vị thi công xây lắp cũng như tại các đơn vị kinh doanh máy xây dựng, tuy nhiên chiếm số lượng lớn vẫn là máy của hãng Komatsu. Qua kết quả khảo sát của nhóm nghiên cứu, do tính phổ biến và dễ dàng thuê/mua, vì vậy Đề tài chọn loại máy xúc đào thủy lực cụ thể của hãng Komatsu với điển hình là máy PC300-7 để thiết kế, lắp đặt thiết bị xoay hạ cọc vít.
Thiết kế lắp đặt thiết bị xoay hạ cọc vít vào máy cơ sở PC300-7
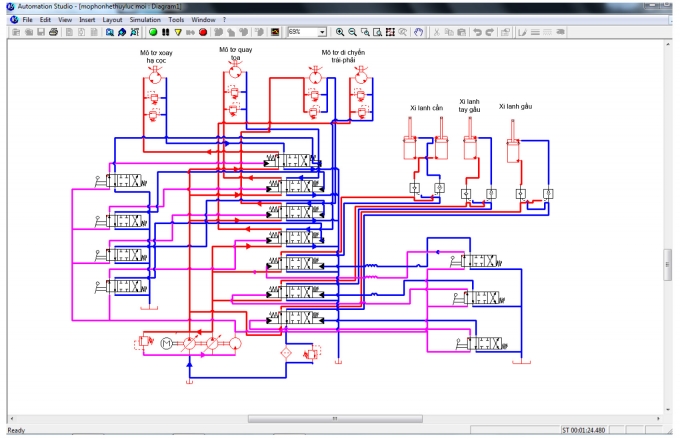 |
| Hình 5.1: Mô phỏng hoạt động của hệ truyền động thủy lực tổng thể thiết bị xoay hạ cọc vít bằng phần mềm Automation |
Khi lắp đặt bộ thiết bị xoay hạ cọc vít, ta tháo bỏ gàu xúc điểm lắp bộ công tác vào đúng vị trí tai chốt lắp gàu sau đó kết nối hệ thống thủy lực của bộ công tác xoay hạ cọc vít vào hệ thống thủy lực của máy xúc thông qua đường dầu chờ sẵn trên tay gầu (đường dầu thủy lực để kết nối với thiết bị phụ trợ).
Căn cứ vào sơ đồ hệ truyền động thủy lực trên máy xúc cơ sở PC300-7, tác giả đã xây dựng sơ đồ hệ truyền động thủy lực tổng thể thiết bị xoay hạ cọc vít trên phần mềm Automation và tiến hành chạy mô phỏng hệ thủy lực (Hình 5.1).
Dựa vào các kết quả tính toán thông số cơ bản và mô phỏng như trên, nhóm nghiên cứu đã thiết kế hoàn thiện được thiết bị thi công cọc vít lắp trên máy xúc thủy lực PC300-7.
6. KẾT LUẬN
Sử dụng cọc vít loại một tầng cánh có đường kính cọc Dp£ 600mm, đường kính cánh vít Dw£ 900mm để thi công móng cọc trong các công trình giao thông đô thị đã và đang được thế giới áp dụng rộng rãi do công nghệ này có các ưu điểm nổi trội hơn so với các công nghệ thi công cọc khác như không gây rung động, ít gây ồn; không tạo ra chất thải trong quá trình thi công, không gây ô nhiễm đất; mặt bằng chiếm chỗ khi thi công nhỏ; sức kháng mũi cọc cao; có khả năng chịu nhổ tốt; thi công nhanh, có khả năng tháo dỡ để tái sử dụng; chịu được tải trọng ngay sau khi thi công xong, không cần thời gian chờ; giá thành thấp.
Từ những yêu cầu của công nghệ thi công móng cọc vít tại các công trình giao thông đô thị, các tiêu chuẩn kỹ thuật hiện hành, trên cơ sở phân tích các thiết bị thi công hiện nay trên thế giới, các tác giả đã đề xuất lựa chọn thiết bị thi công cọc vít kiểu chụp xoay đầu cọc lắp trên máy cơ sở có sẵn là máy xúc thủy lực bánh xích làm thiết bị thi công cọc vít đồng bộ phục vụ thi công móng cọc cho các công trình giao thông đô thị ở Việt Nam, phù hợp với điều kiện thực tế thi công hiện nay, đồng thời tính toán các thông số cơ bản của thiết bị với tính năng kỹ thuật phù hợp, từ đó làm cơ sở cho việc thiết kế hoàn chỉnh và chế tạo thiết bị ở trong nước.
Tài liệu tham khảo
[1]. Hoàng Thạch (2015), Ký thỏa thuận chuyển giao công nghệ cọc vít NS - ECO, Tạp chí GTVT, số tháng 3.
[2]. Ichikawa Kazuomi, Kono Kenji (March 2014), Bearing Capacity and Driving Efficiency of Ecological Screw Pile: “Tsubasa PileTM”, JFE technical report, No.19.
[3] JFE steel comporation (20th. June 2014), Steel Pipe Pile Methods with Large Pile Capacity.
[4]. JFE steel comporation, Tsubasa (Wing) pileTM (Civil Engineering Edition) Rotary Penetration Steel Pipe Pile with Toe Wing.
[5]. Kasuga Masami, Hashimoto Osami, Nakamura Nobuyuki (March 2004), Construction Material Technology Supporting Social Infrastructure, JFE technical report, No.2.
[6]. Nippon Steel Comporation (3/2011), Công nghệ móng cọc - Phương pháp cọc vít, Hội thảo Công nghệ xây dựng và vật liệu mới, TP. Hồ Chí Minh.
Tag:




Bình luận
Thông báo
Bạn đã gửi thành công.